
งานเชื่อม

เราคงจะปฏิเสธไม่ได้เลยว่า ในหลายๆโรงงานอุตสาหกรรมต่างๆ ที่มีเครื่องจักร รวมถึงงานท่อทาง และถังแรงดันต่างๆ ที่มีการรับแรงดันอย่างมหาศาลจากสารเคมีด้านใน จุดที่สามารถรั่วออกมาได้มากที่สุดจุดหนึ่ง นั้นคือ “รอยเชื่อม (Weld)” ครับ
งานเชื่อมโลหะคืออะไร?
กระบวนการเชื่อมโลหะ หรือ Welding คือ กระบวณการต่อวัสดุเข้าด้วยกัน ทั้งวัสดุที่เป็นโลหะ และเทอร์โมพลาสติก โดยเนื้อวัสดุจะรวมตัวเข้าด้วยกัน
โดยปกติจะใช้วิธีสร้างบ่อหลอมละลายโดยให้ความร้อนแก่ชิ้นงาน และทำการเติมเนื้อวัสดุ (ที่มีความสามารถรวมตัวเข้ากันได้) เข้าไปในบ่อหลอมนั้น เมื่อเย็นตัวแล้วชิ้นงานที่นำมาต่อกันก็จะติดกันครับผม
ประเภทต่างๆของงานเชื่อม
งานเชื่อมก็จะแบ่งได้มากมายหลายประเภทมาก แต่ที่เป็นที่นิยมจะแบ่งตามลักษณะของงานเชื่อม จะแบ่งได้ 5 แบบหลักๆ
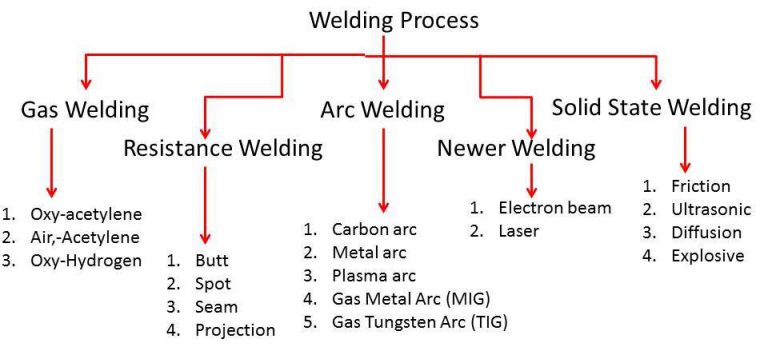
แต่ที่นิยมใช้ในหน้างานบ่อยๆ จะมี 2 แบบหลักๆครับ นั้นคือ
1) งานเชื่อมไฟฟ้า หรือ SMAW (Shield Metal Arc Welding)

เป็นกระบวนการเชื่อมอาร์คแบบหนึ่ง (Arc welding) ซึ่งจะหลอมละลายชิ้นงานจากศักย์ไฟฟ้า สร้างให้เกิดความร้อนของชิ้นงานหลอมละลาย จนชิ้นงานเกิดบ่อหลอม หลังจากนั้นก็จะเติมลวดโลหะในลวดเชื่อมลงไปทำให้บ่อหลอมรวมกับลวดเชื่อม และทำให้ชิ้นงานต่อเข้าด้วยกัน และในขณะเวลาเชื่อมก็จะมีก๊าซปกคลุมที่มาจากการสารเคลือบของลวดเชื่อม ปกคลุมแนวเชื่อมไม่ให้ทำปฏิกิริยากับอากาศแล้วเกิดความไม่ต่อเนื่องในรอยเชื่อม และคัดแยกสารมลทิลหรือ Slag ออกมา ซึ่งเมื่อเชื่อมเสร็จก็จะเคาะออกไป
งานเชื่อมไฟฟ้าข้อดีหลักๆ สามารถเชื่อมเติมเนื้อได้ลวดเร็ว ง่าย สะดวก แต่ความร้อนที่ส่งเข้าไปจะมีปริมาณสูงมาก และเกิด Slag ในแนวเชื่อมครับ
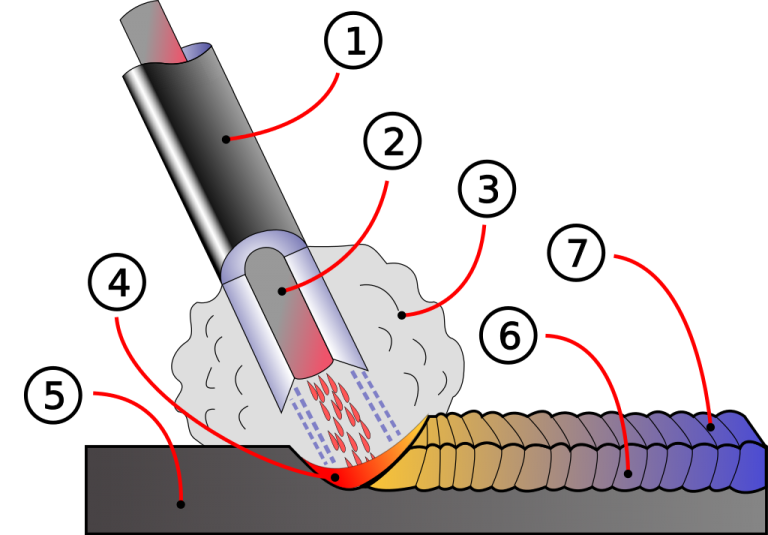
ภาพตัดด้านข้างของงานเชื่อมซึ่งแสดงถึงบ่อหลอม และการเติมเนื้อโลหะ (ลวดเชื่อม) เข้าไป
1. สารเคลือบลวดเชื่อม (Coating Flow) ซึ่งจะทำหน้าที่เป็นทั้งก๊าซคลุม และสารเติมบ่อหลอม
2. เนื้อโลหะในลวดเชื่อม (Rod)
3. ก๊าซปกคลุมแนวเชื่อม (Shield Gas) เพื่อป้องกันอากาศไปทำปฏิกิริยา และทำให้รอยเชื่อมไม่ต่อเนื่อง (เป็นรู)
4. บ่อหลวม (Fusion) ซึ่งเกิดจากการให้ความร้อนแก่ชิ้นงานจนหลอมละลาย
5. ชิ้นงาน (Base metal)
6. รอยเชื่่อม (Weld metal)
7. สแลก (Solidified Slag) หรือขี้ตะกรัน ตัวนี้เคาะออกหลังเชื่อมเสร็จ
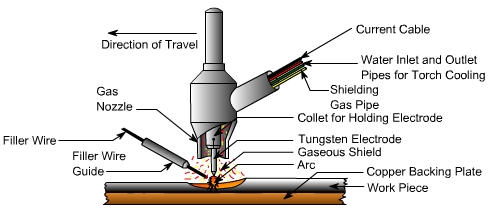
2) งานเชื่อม TIG หรืออาร์ก้อน (GTAW: Gas Tungsten Arc Welding)

แต่จริงๆมาจากชื่อเต็มว่า GTAW หรือ Gas Tungsten Arc Welding หรืออาจจะเรียกสั้นๆว่า เชื่อม TIG: Tungsten Inert Gas welding ซึ่งก็คือความหมายเดียวกันหมดครับ
การเชื่อม TIG เป็นการเชื่อมไฟฟ้ารูปแบบหนึ่ง ในการเชื่อมจะมีกระแสไฟฟ้า เป็นตัวกระตุ้นให้แก๊สที่ปลายทังสเตนอิเล็กโทรดกลายเป็นไอออน และทำให้กระแสไฟฟ้าไหลผ่านระหว่างทังสเตนอิเล็กโทรดและบ่อหลอมเห็นเป็นลำพลาสมาออกมาที่หัวเชื่อม และจะใช้แก๊สเฉื่อยคือ แก๊ส Argon ปกคลุมบ่อหลอมเวลาเชื่อมไม่ให้ไปปะปนกับสิ่งเจือปน หรือทำปฏิกิริยากับอากาศ โดยการเชื่อมวิธีนี้จะได้แนวเชื่อมที่สวย และปราศจาก slag ทำให้นิยมเชื่อมในแนว root ในงานท่อใน layer ชั้นแรกๆ
ประวัติของงานเชื่อมโลหะ
งานเชื่อมถ้านับตามนิยามจะถูกคิดค้นตั้งแต่สมัยดึกดำบรรพ์ ตั้งแต่ยุคเหล็กและสำริด ยุคที่สมัยชาวอิยิปต์เรียนรู้การหลอมเหล็ก เพื่อทำเครื่องใช้งาน หรือมีด ดาบต่างๆ ตั้งแต่ 2,000 ปีมาแล้วที่ถือว่าเป็น forge welding แบบหนึ่ง
แต่อย่างไรก็ตามในปี 1800 Sir Humphry Davy ได้ค้นพบหลักการแบบ “Short-pulse” ได้ประดิษฐ์เครื่องเชื่อมอาร์คแบบไฟฟ้าเครื่องแรกออกมา ที่ใช้ด้วยลวดเชื่อมแบบคาร์บอน (Carbon arc welding) ซึ่งสามารถเชื่อมแผ่นเหล็กสองแผ่นเข้าด้วยกันได้ และได้มีการพัฒนามาเรื่อยๆเช่น การเติมสารเคลือบ สารเติมเนื้อโลหะ มาเรื่อยๆ และถือว่าเป็นการปฏิวัติ และพัฒนางานอุตสาห์กรรมในยุคนั้นแบบไวมากๆเลยครับ

